Thông tin kỹ thuật
CÁCH ĐO VÀ ĐỌC THƯỚC KẸP CƠ KHÍ MỘT CÁCH RẤT NHANH CHÓNG VÀ THẬT CHÍNH XÁC
1. SƠ LƯỢC VỀ THƯỚC KẸP CƠ KHÍ

Thước kẹp cơ khí là một dụng cụ không thể thiếu trong bộ đồ nghề cơ khí.
Công dụng chính của thước kẹp là đo đường kính, chiều dài, chiều sâu của các vật dụng.
Là một công cụ quen thuộc nhưng không phải ai cũng biết cách đo sao cho thuận tiện và nhanh chóng. Hiểu được vấn đề nhức nhối này nên ACCUD sẽ hướng dẫn cách sử dụng sao cho thuận tiện, nhanh chóng và chính xác nhất.

2. HƯỚNG DẪN CÁCH SỬ DỤNG THƯỚC KẸP
Phụ thuộc vào mục đích sử dụng để chọn được thước kẹp có dải đo phù hợp nhất. Thông thường sẽ lựa chọn thước kẹp trong dải đo nhỏ 0-150mm, 0-200mm, 0-300mm,… ngoài ra thì có những dải đo lớn. Độ phân giải của thước kẹp thông thường sẽ là 0.03mm, 0.02mm hay có thước độ chính xác cao sẽ là 0.01mm.

Dưới đây ACCUD sẽ hướng dẫn bạn cách đo thước kẹp cơ khí để có thể chủ động trong thao tác:
Bước 1: Trước khi đo bạn cần kiểm tra xem đã kéo thước về đúng vạch 0 chưa? Đồng thời cần kiểm tra bề mặt của vật đo, đã được vệ sinh sạch chưa?
Bước 2: Khi thực hiện đo, người dùng cần giữ 2 mặt phẳng của thước song song với kích thước cần đo.
Bước 3: Sử dụng mỏ trên của thước để đo kích thước bên trong vật thể, còn đối với mỏ dưới để đó kích thước bên ngoài của vật dụng.
Bước 4: Dùng vít giữ mỏ để cố định, sau đó mới được đưa vât thể ra ngoài
Bước 5: Đọc kết quả trên thân thước chính và thân thước phụ.
Lưu ý áp dụng các thao tác trên một cách từ từ, nhất định bạn sẽ có một kết quả chính xác, nhưng cần kiểm tra kỹ các bước để tránh được những sai số không đáng có. Áp dụng cách như trên để kiểm tra đường kính trong của các vật thể xác định.
3. CÁC BƯỚC ĐỂ ĐỌC THƯỚC KẸP CƠ KHÍ
Mỗi thước kẹp sẽ có 1 dải đo và 1 độ chính xác nhất định, vì vậy việc đọc cũng phải sẽ có sự khác biệt nhất định.Dưới đây ACCUD sẽ giới thiệu bạn cách đọc thước kẹp có độ sai số +/-0,03mm. Vì đây là độ sai số phổ biến nhất được sử dụng rộng rãi trên dụng cụ này. Để đọc được chính xác loại thước này bạn cần phải đọc cả 2 phần bao gồm phần nguyên trên thân thước chính và số thập phân trên thân thước, tiếp đó, cộng hai số lại với nhau để thu được kết quả.
Bước 1: Đọc số nguyên
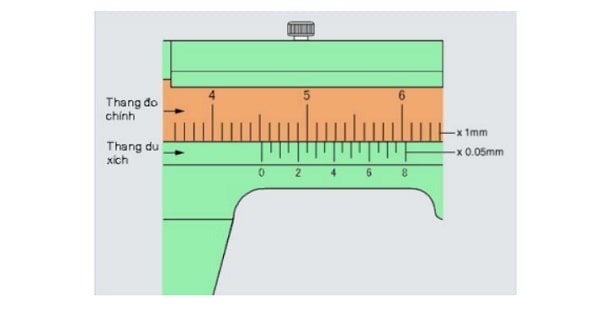
Số nguyên trên thước kẹp chính là kết quả trên thang đo chính. Để đọc được phần nguyên trên thân thước, bạn chỉ cần quan sát xem trên vạch số 0 (tức là vạch đầu tiên trên thước phụ đang ở vị trí nào so với chỉ số trên thước chính thì ta sẽ đọc chỉ số đó).
Bước 2: Đọc phần thập phân
Để cho ra kết quả chính xác ở phần thập phân, bạn cần phải xem, vạch nào của thước phụ (hay gọi là du xích) trùng với vạch nào trên thước chính. Xem vạch trùng đó là vạch thứ bao nhiêu sau đó nhân với độ chính xác của thước. Nếu độ sai số là 0,03 ta nhân với 0,03.
Để nhanh chóng tìm được vạch trùng, bạn hãy xem ở vị trí của vạch O trên thước phụ đang nằm ở khoảng nào, từ đó có thể đoán được vạch trùng.
Ví dụ : Vạch 0 của du xích nằm ở vị trí x, y với x là phần nguyên và y là phần thập phân. Áp dụng cách xem thước kẹp nêu trên, với mắt thường bạn có thể dễ dàng đoán được y sẽ lớn hơn hoặc nhỏ hơn 5 và từ đó dễ dàng đoạn được vạch trùng nằm ở khoảng nào.
Tại sao lại đọc thước kẹp như vậy? Chúng tôi xin giải thích như sau: Đối với thanh thước chính, 2 vạch liên tiếp trên thước sẽ có khoảng cách là 1mm và đó là điều hiển nhiên. Với những thiết bị đo cơ khí có độ chính xác là 0,03 thì trên thước phụ, khoảng cách giữa 2 vạch liên tiếp là 0.97mm. Như vậy có thể thấy khoảng cách trên thước phụ sẽ ngắn hơn thước chính khoảng 0,03…
Khi không thực hiện phép đo, 2 hàm của thước cặp sẽ tiếp xúc với nhau và khoảng cách của nó là bằng 0. Lúc này, vạch đầu tiên trên thước phụ trùng với vạch đầu tiên trên thước chính, và vạch tiếp theo sau vạch số 0 trên thước phụ sẽ lùi so với vạch thứ nhất của thước chính là 0,03mm. Và khi đẩy như vật ta sẽ có được khoảng cách là 1 x 0,03=0,03mm. Nếu là vạch thứ 2 ta có 1 x 0,03, nếu là vạch thứ 45 ta có 0,03 x 15 = 0,45mm.
3. THƯỚC KẸP CƠ KHÍ 120-006-12

Mã số: 120-006-12
Dải đo: 0-150mm
Độ sai số: +/-0.03mm
Độ phân giải: 0,02mm
Chất liệu: thép không ghỉ
Đơn vị: cái
Bảo hành: 1 năm
Tình trạng: mới 100%

